H.R. Suiter著 「Star Testing astronomical telescopes」の紹介:11章以降(ver.0)
2014年7月 舟越 和己
ここでは、Star Testingの本の11章以降に載っていることの主なポイントを簡単に紹介します。
(但し、12章の色収差は除く)
第11章 輪帯とターンエッジ
第12章 色収差→この章の紹介は除く。
第13章 ラフネス(面の荒れ)
第14章 非点収差
第15章 蓄積された光学系の問題
■「第11章 輪帯とターンエッジ」のポイント
●この章の話題は下記の3つです;
1.輪帯状の欠陥のケース
2.内側の輪帯
3.ターンエッジ(角曲がり)
●輪帯に関する用語
・circular zones:輪帯
・zonal aberration:(輪)帯収差
・zonal defects:(輪)帯状の欠陥
・interior zones:内側の(輪)帯
●輪帯状の欠陥のタイプ(分類)
輪帯はガラスの磨かれた表面にある円形のしわ(窪みや突起状のもの)です。
■ミラーの内側にある輪帯のタイプ
→ここで「ミラーの内側」とは「ミラーの周辺(縁)ではない領域」のことです。
(1)ミラーの中央付近にある輪帯
多くの市販ミラーの内側にある輪帯のタイプでその多くはミラーの中心にある小さなくぼみ、
又は突起状のもので、それらは主に副鏡により覆い隠されるエラーです(放置可能なエラー)。
(2)ミラーの半径の中間より外に現れる輪帯
これが問題となる1つの形態は、ミラーが輪帯を境にして2つの異なる曲率半径を持つ場合です。
1つは輪帯の内側、もう一つは輪帯の外側です。この条件は輪帯自身の近くからの散乱された光
よりも像にダメージを与えるかもしれません。
■ミラーの縁にある輪帯(ターンエッジ)
・輪帯の中で最も(ミラーの性能を)弱体化させる形状はターンエッジ (角曲がり)です。
通常、ターンダウンエッジの場合を考えます。これは、ミラーの外周の端まで理想的なカーブに
なっておらず角が大きくダレている(下がっている)状態です。
→以降、第11章では、上記の各々のケースについて、
・収差関数
・MTF
・スターテスト(焦点内外像)による検出
が述べられています。
また、ターンエッジについてはターンエッジの影響は視野全体に光を”散乱させる”汚れた光学系
に非常に似ているので、それに等価な信号対ノイズ(SN比)の計算から
(1)ターンエッジ起因のハローの直径
(2)像から取り除かれた光の量
が算出されています。
第11章の結論を簡単に要約と、次のようになります;
1. アマチュアのサイズのミラーで、内部の輪帯が問題になるほど大きくなることはめったにありません。
2.輪帯状の欠陥は通常より大きな焦点外しにより検知することができます。
3.ターンエッジは、ターンした円環の内側の小さな開口よりもコントラストが悪くなるというやっかいな
問題を持っています。
→この文章は次の様に理解します;
(1)ターンエッジのあるミラーと、(2)ターンした円環部分をマスクしたミラーを比較したとき、
(2)のミラーは副鏡の遮蔽率が上がるのでコントラストが低下しますが、(1)のミラーのコントラストは
それよりも低下するということです。
→従ってターンエッジ対策は次の4のようになります。
4.狭いターンエッジは、縁にマスクをしたり色を付けたりすることにより対処できます。
■「第13章 ラフネス(面の荒れ)」のポイント
●この章の話題は下記の4つです;
1.ミラー形成エラーの分類
2.面の荒れのスケールと影響
3.中規模の荒れ、又はプライマリリップル
4.小規模の荒れ、又はマイクロリップル
●ミラー形成エラーの分類:
この章では下記の(2)と(3)が議論されます;
(1)大規模な変形(ラージスケールの変形)
→この例としては、球面収差があります。また、面全体ではないが回転円に沿うなどの規則的な
変形(輪帯収差、ターンエッジ)もこの例です。
(2)荒い研磨手法や高速研磨剤の使用などによる回転円でないランダムなエラーや非周期のエラー
で、そのスケールはミラーの1/10から1/20。研磨ツールの溝の間隔に対応している中程度の
面の荒れ。
(3)1mmから2mmのスケールの小規模な面の荒れ。
エラーの原因は(2)ほど明らかではありませんが、おそらく研磨剤の選択や使用にその発端を
見いだせるでしょう。
ここで、「スケール」とは、収差がどの程度高いかではなく、収差がどの程度の距離を持続しているか
を示します。
●プライマリリップル(primary ripple)とマイクロリップル(micro ripple)
面の荒れは、プライマリ・リップル(又は犬用ビスケット(注))とマイクロ・リップルという2つのカテゴリー
に分けられます。
(1)プライマリ・リップル(又は犬用ビスケット)は、中程度の荒れでこのエラーは像の中心核から
少し離れた所に光を発散させるので、像に最もひどいダメージを与えるものの一つです。
(2)マイクロ・リップルのスケールの荒れは、特殊な機器のメーカーだけの関心ごとで、小さな振れ幅
のマイクロ・リップルは汎用の機器には殆ど関係ありません。
(注)マイクロ・リップルのミラー製作者間でのニックネーム
●面の荒れのエラーの特徴
面の荒れのエラーは大気のゆらぎと区別することが難しく、望遠鏡を公平に評価するためには注意
深いスターテストが必要となります。面の荒れのエラーの許容範囲は似たような大気のゆらぎのエラー
との前後関係で見なければなりません。
●面の荒れの程度
・典型的なプライマリ・リップルはRMS波面精度で1/20λ程度のエラーです。
これは理想光学系に較べて0.9までストレールレシオの低下となります。
・一方、マイクロ・リップルはシビアなケースでもRMS値で1/100λの大きさの偏差なので
ストレールレシオは0.996までしか低下しません。
→以降、第13章では、上記の(1)、(2)について、
・収差関数
・MTF
・スターテスト(焦点内外像)による検出
が述べられています。
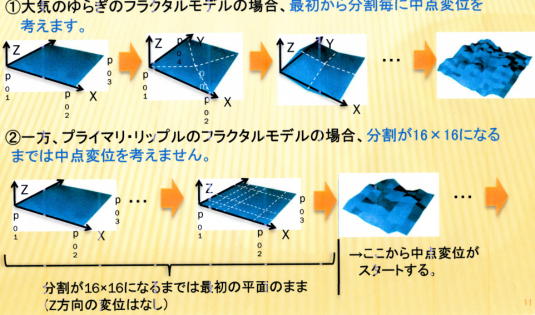
●プライマリ・リップルの収差関数について
収差関数のモデルとしては第7章の大気の揺らぎの時に使用されたフラクタルモデルを修正
して使用します。修正内容は下記のように中点変位を開始する分割のタイミングがずれます;
■「第14章 非点収差」のポイント
●この章の主な話題は下記の4つです;
1.望遠鏡の光学系における非点収差
2.非点収差の原因
3.非点収差の収差関数
4.非点収差のMTF
●非点収差とは?
非点収差は光軸上の2つの異なる点に焦点が集る光学系のことです。異なる焦点の位置は広がり、
そこでの像は他方の像と直角になります。平均の焦点(ベストフォーカス)はそれらの間にあり、十字に
似たパターンを形成する像となります。
●非点収差の原因
1.ミスアラインメント(しばしばコマとミックスされます)。
2.光軸に沿った方向の圧力が原因の光学系の重さの不十分な支持(”ポテトチップ”のようなたわみ)。
3.平坦なダイアゴナルや直角のプリズムと思われているものは実際には僅かに球面である。
4.ガラス材の僅かな柱状変形(非常に小さな量は多くのミラーやレンズに見られる)。
5.不十分にアニーリングされたガラス。
6.観測者の眼の補正できない乱視。
→以降、第14章では、非点収差の、
・収差関数
・MTF
・スターテスト(焦点内外像)による検出
が述べられています。
■「第15章 蓄積された光学系の問題」のポイント
●この章の主な話題は下記の5つです;
1.ラクダの背中を折る(Breaking the Camel’s Back)
2.望遠鏡の調整
3.ガラスのエラー
4.他の望遠鏡のテスト
5.全てが正しくなるとき
以降、1の節(ラクダの背中を折る)についてのみ簡単に紹介します;
●「ラクダの背中を折る」とは?
このタイトルは「The straw that breaks the camel‘s back.」ということわざから来ています。これは、
背骨が折れるほど麦わらが積まれたラクダというアラブの言い伝えに由来し、麦藁一本が大した重み
ではなくても、何万本も積み重ねたら持てなくなってしまうことを言っています。
すなわち、この話は「大した問題ではなくても度を越したら破滅のきっかけになる」ということの喩え
として使われます。
→これまでの各章で個別の収差や透過の変化が像にどのように影響するかということが説明されて
きましたが、重要なことは小さな問題が合計される仕方です。たとえ各々のフィルターが相対的
に重要でなくても、全体の透過はぼやけて不明瞭な像を与えます。すなわち複合的エラーです。
これを上記の「ラクダの背中を折る」の話に結び付けています。
●複合的エラーの例
25%遮蔽、負修正、セルの締付け、光軸不一致、大気の揺らぎといった光学的問題が完全な開口
に順次追加される場合について議論されています。
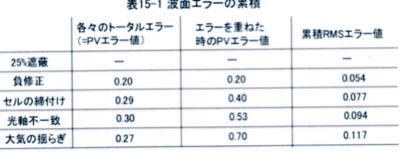
→そしてこのようなケースについて、
・MTF
・スターテスト(焦点内外像)
が示されています。
以上でStar Testingの簡単な紹介は終りです。